Automotive moulding demands high precision, consistency, and durability. However, defects may arise due to material issues, machine parameters, tooling conditions, or processing errors. Understanding these common defects and their appropriate remedies helps manufacturers reduce waste, improve quality, and enhance production efficiency.
1. Warpage
Description: Distortion or bending of moulded parts after cooling.
Causes:
Uneven cooling rates
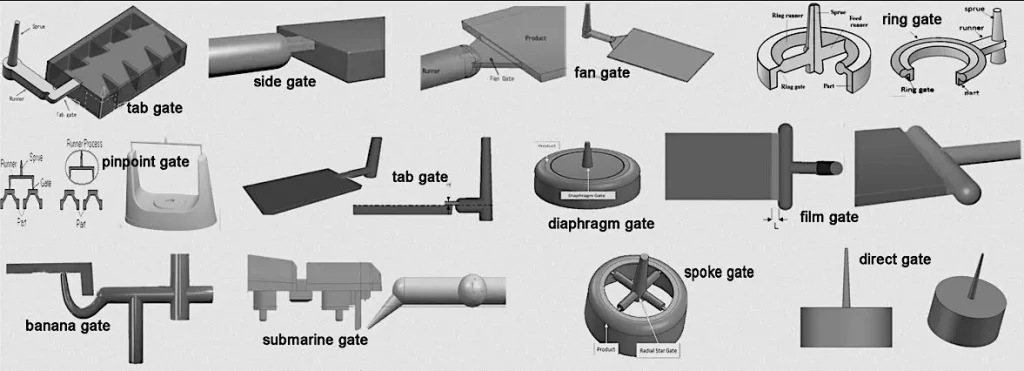
Improper gate location
High mould temperature
Material shrinkage variations
Remedies:
Optimize cooling channel design
Reduce mould temperature
Use uniform wall thickness
Adjust packing pressure and time
Select materials with lower shrinkage
2. Sink Marks
Description: Small depressions on the surface, usually over thick sections or ribs.
Causes:
Excessive material thickness
Insufficient packing pressure
Poor cooling in thick areas
Remedies:
Reduce wall thickness or rib thickness
Increase packing pressure/time
Improve cooling layout near thick sections
Use foaming agents for thick parts if suitable
3. Flash
Description: Excess material that seeps out at the parting line or around inserts.
Causes:
Worn mould parting surfaces
Excessive injection pressure
Improper clamping force
Remedies:
Repair or maintain mould parting surfaces
Increase clamping force
Reduce injection/packing pressure
Ensure proper alignment of mould plates
4. Short Shots
Description: Incomplete filling of the mould resulting in missing areas.
Causes:
Insufficient injection pressure
Low melt temperature
Blocked gating or venting
High viscosity material
Remedies:
Increase melt and mould temperature
Boost injection speed/pressure
Improve gate design or enlarge gate size
Add vents to release trapped air
Dry material properly to reduce viscosity
5. Burn Marks
Description: Black or brown discoloration caused by trapped air burning.
Causes:
Insufficient venting
Excessive injection speed
High melt temperature
Remedies:
Improve venting in critical areas
Reduce injection speed
Lower melt temperature
Modify flow path to reduce dead spots
6. Weld Lines
Description: Visible lines where two flow fronts meet.
Causes:
Low melt temperature
Poor venting
Thin wall sections
Slow injection speed
Remedies:
Increase melt and mould temperature
Increase injection speed
Modify gate location to reduce multiple flow fronts
Increase wall thickness if possible
7. Jetting
Description: Wavy or snake-like surface appearance due to uncontrolled melt flow.
Causes:
High injection speed/pressure
Poor gate design
Melt entering too fast before forming a flow front
Remedies:
Reduce injection speed
Use a gate design that directs melt smoothly
Increase melt temperature for better flowability
8. Voids and Air Pockets
Description: Internal bubbles or empty spaces inside the moulded part.
Causes:
Uneven cooling
Low packing pressure
Thick cross-sections
Trapped air inside mould
Remedies:
Increase packing pressure/time
Improve cooling uniformity
Redesign thick areas or use coring
Enhance mould venting
9. Surface Defects (Flow Lines, Drag Marks, Streaks)
Description: Visible streaks, dull patches, or lines on the surface.
Causes:
Uneven flow
Low mould or melt temperature
Rough cavity surface
Poor material mixing
Remedies:
Increase melt temperature
Increase mould temperature for smoother flow
Polish mould cavity
Use proper screw mixing elements
Maintain consistent colourant dispersion
10. Material Degradation
Description: Brittleness, discoloration, or burnt smell.
Causes:
Excessive melt temperature
Long residence time in barrel
Contaminated material
Moisture content in hygroscopic plastics
Remedies:
Reduce melt temperature
Increase cycle speed to reduce material residence time
Dry materials thoroughly
Clean barrel and hopper regularly
Conclusion
Defects in automotive moulding can affect structural integrity, aesthetics, and functional reliability. By systematically analyzing root causes and applying corrective measures—such as optimizing process parameters, maintaining tooling, and selecting suitable materials—manufacturers can consistently achieve high-quality moulded automotive components.