Introduction to EDM in Die Making
Electrical Discharge Machining (EDM) is a non-traditional machining process used extensively in the manufacture of dies, molds, and precision components. EDM removes material from a workpiece using electrical discharges (sparks) between an electrode and the workpiece, both submerged in a dielectric fluid.
In die making, EDM is particularly valuable due to its ability to:
Machine hard materials like tool steels after heat treatment.
Create complex shapes and fine details that are difficult or impossible with conventional machining.
Achieve high accuracy and fine surface finishes, which are crucial in die components.
There are two primary types of EDM used in die making:
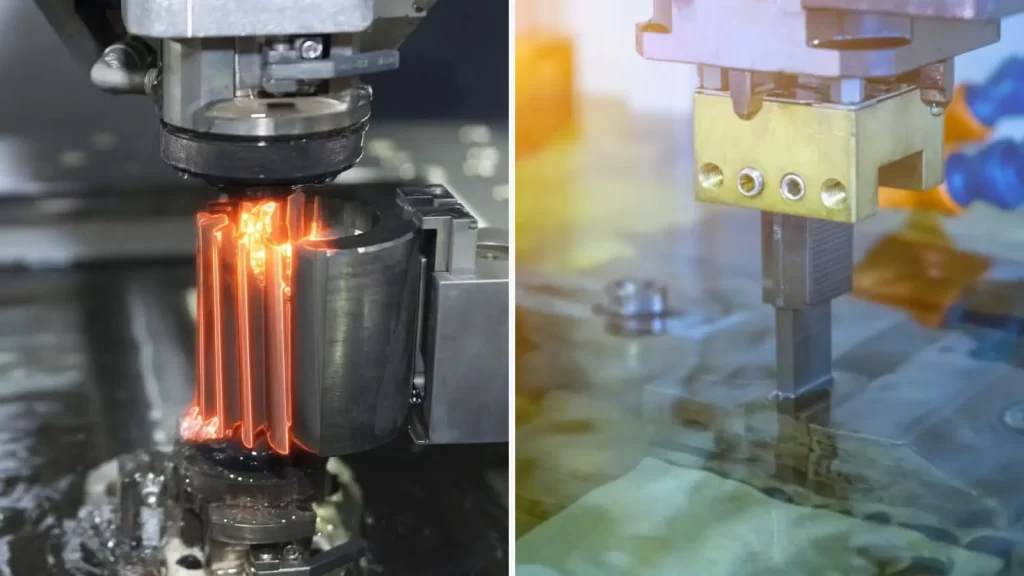
Conventional (Sinker) EDM
Wire EDM (Wire-Cut EDM)
1. Conventional (Sinker) EDM in Die Making
Process Overview:
Also known as Ram EDM or Die Sinker EDM.
Involves a shaped graphite or copper electrode that is machined to the inverse of the desired cavity.
The electrode is sunk into the workpiece, eroding material in the shape of the electrode.
Applications in Die Making:
Used to create internal cavities, intricate contours, and fine features in die blocks.
Ideal for forming punches, dies, cavities, ribs, and bosses.
Commonly used in plastic injection molds, die-casting dies, and forging dies.
Advantages:
Can machine hardened steels without the need for additional heat treatment.
Excellent for deep cavities and features with complex geometries.
High precision and good surface finish reduce the need for manual polishing.
Limitations:
Electrode fabrication can be time-consuming and costly.
Slower material removal rates compared to conventional milling.
2. Wire EDM in Die Making
Process Overview:
Uses a thin wire (typically brass or coated wire) as an electrode.
The wire is continuously fed from a spool and moves along a programmed path.
Material is removed by spark erosion as the wire passes through the workpiece.
The entire process occurs in a dielectric fluid (usually deionized water).
Applications in Die Making:
Precision blanking dies, punch and die sets, and progressive dies.
Cutting die outlines, inserts, and narrow slots with extreme accuracy.
Manufacturing extrusion dies, stamping tools, and fine-tolerance parts.
Advantages:
Extremely high dimensional accuracy and surface finish (up to ±2 microns).
Can cut intricate and delicate shapes, including sharp corners and small radii.
No mechanical force – ideal for fragile or delicate components.
Ability to cut through-holes and contours in hardened materials with minimal distortion.
Limitations:
Only suitable for through cuts (cannot create blind features).
Slower cutting speeds for thick or very hard materials.
Requires wire path programming (CNC).
Comparison: Sinker EDM vs. Wire EDM in Die Making
| Feature | Sinker EDM | Wire EDM |
|---|---|---|
| Electrode | Solid (graphite or copper) | Wire (usually brass) |
| Geometry | 3D cavities, blind features | 2D profiles, through features |
| Surface Finish | Very good | Excellent |
| Material Hardness | Can machine hardened materials | Can machine hardened materials |
| Accuracy | High | Extremely High |
| Application | Die cavities, punches | Die profiles, inserts, slots |