Electrical Discharge Machining (EDM) is a non-traditional machining process that removes material from a workpiece using electrical discharges (sparks). It is particularly useful in die fabrication due to its ability to machine extremely hard materials and create intricate shapes that are difficult or impossible with conventional machining methods.
Principle of EDM
EDM operates on the principle of material removal through a series of rapidly recurring electrical discharges between an electrode (tool) and a workpiece submerged in a dielectric fluid. The spark generates intense localized heat (8,000–12,000°C), which melts and vaporizes a small amount of material from the surface.
Types of EDM Used in Die Fabrication
-
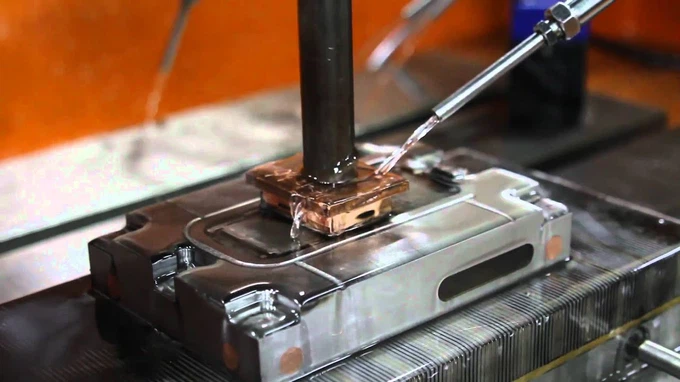
Sinker EDM (Ram EDM or Cavity EDM)
-
Uses a shaped electrode (usually made of graphite or copper) that is sunk into the workpiece to form complex cavities.
-
Commonly used for die cavities and intricate features.
-
-
Wire EDM (Wire Cut EDM)
-
Uses a continuously moving thin wire (usually brass) as an electrode.
-
Ideal for cutting detailed profiles and contours in die components with high precision.
-
Applications of EDM in Die Fabrication
-
Forming Dies: EDM is used to produce complex contours and cavities in dies used for stamping, forging, or extrusion.
-
Punch and Die Sets: Wire EDM allows for precise fabrication of punches and matching dies with tight tolerances.
-
Injection Molding Dies: EDM is crucial in machining the intricate details required for plastic injection mold cavities.
-
Repair and Modification: EDM can be used to modify or refurbish existing dies without removing them from service completely.
Advantages of EDM in Die Fabrication
-
Ability to machine hard materials: Easily machines tool steels, carbide, and exotic alloys that are difficult to cut using conventional tools.
-
High precision and accuracy: Tolerances in the micron range are achievable.
-
Complex shapes and fine details: Ideal for sharp corners, narrow slots, deep cavities, and thin walls.
-
No mechanical stresses: Since there’s no direct contact, mechanical stress and deformation are minimized.
Limitations
-
Slower machining speed: Compared to traditional machining, EDM is relatively slow.
-
Tool wear: The electrode wears over time, especially in sinker EDM, and may need frequent replacement.
-
High energy consumption: EDM requires a significant amount of electrical power.
-
Surface finish and recast layer: EDM may leave a recast layer that requires polishing or additional treatment, especially for high-precision dies.
Materials Commonly Used in EDM Dies
-
Tool steels (e.g., D2, H13)
-
Tungsten carbide
-
Titanium alloys
-
Inconel
-
Hardened steels (above 50 HRC)
Conclusion
EDM is an essential process in modern die fabrication, enabling the production of highly precise and complex components from hard materials. While it has some limitations, its unmatched ability to form intricate shapes with high accuracy makes it indispensable in the tool and die industry.