Die casting is a metal casting process that involves forcing molten metal into a mould cavity under high pressure. Depending on the type of metal being cast and the production requirements, hot chamber or cold chamber die casting is used. Both methods utilize die casting moulds (also called dies), but the design and operational approach differ significantly.
1. Overview of Die Casting Moulds
Die casting moulds are precision-made tools typically composed of two halves:
Stationary Die (Cover Die): Mounted on the stationary platen of the die casting machine.
Moving Die (Ejector Die): Attached to the moving platen and contains ejector pins for part removal.
These moulds form the cavity into which molten metal is injected. They are designed for high-volume production, often made of hardened tool steel to withstand repeated thermal and mechanical stress.
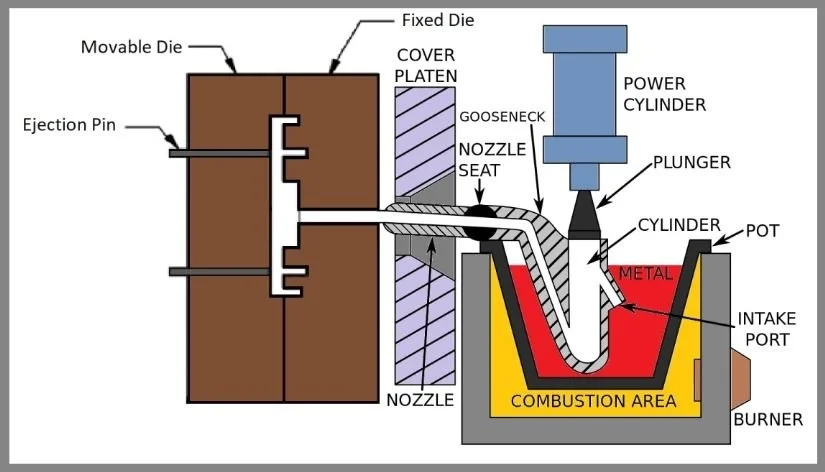
2. Hot Chamber Die Casting
Working Principle:
In hot chamber die casting, the pressure chamber (or injection system) is immersed in the molten metal. A piston forces the molten metal directly from the furnace into the die.
Materials Used:
Zinc
Magnesium
Lead
Other low-melting-point alloys
Features of Hot Chamber Moulds:
Designed to withstand frequent exposure to molten metal
Simpler runner system due to short distance between injection and mould
Faster cycle times due to quick metal transfer
Advantages:
Faster production cycles
Lower material waste
Higher efficiency for small to medium-sized parts
Reduced oxidation of metal (less air exposure)
Limitations:
Only suitable for metals with low melting points
Injection components wear out quicker due to continuous immersion in molten metal
3. Cold Chamber Die Casting
Working Principle:
In cold chamber die casting, molten metal is ladled manually or automatically into the injection chamber. Then, a piston pushes the metal into the die cavity under high pressure.
Materials Used:
Aluminum
Brass
Copper
Other high-melting-point alloys
Features of Cold Chamber Moulds:
Must handle higher injection pressures and temperatures
Longer cycle times due to manual ladling
More complex thermal management (cooling channels, thermal controls)
Advantages:
Suitable for high-melting-point metals
Better suited for larger parts and thicker walls
Greater strength and integrity in castings
Limitations:
Slower cycle times
Higher energy consumption
Increased oxidation risk due to ladling process
4. Key Differences: Hot Chamber vs Cold Chamber Die Casting Moulds
| Feature | Hot Chamber | Cold Chamber |
|---|---|---|
| Injection System | Immersed in molten metal | Separate from molten metal |
| Cycle Time | Faster | Slower |
| Suitable Metals | Low melting point (Zinc, Magnesium) | High melting point (Aluminum, Copper) |
| Thermal Stress on Mould | Lower | Higher |
| Part Size | Smaller, precise parts | Larger, complex parts |
| Production Volume | High | Moderate to High |
| Oxidation Risk | Low | Moderate to High |
| Mould Durability | Longer | Shorter (due to high temps) |